1. G73 (չիպերի կոտրման ցիկլը) սովորաբար օգտագործվում է հորատման տրամագծից 3 անգամ ավելի խորը անցքերի մշակման համար, բայց չգերազանցելով փորվածքի արդյունավետ շեղբերի երկարությունը: 2. G81-ը (ծանծաղ անցքի ցիկլը) սովորաբար օգտագործվում է կենտրոնական անցքեր հորատելու, փորելու և հորատման տրամագծից 3 անգամ չգերազանցող անցքերի համար: Ներքին հովացման գործիքների ի հայտ գալով, մշակման արդյունավետությունը բարելավելու նպատակով, այս ցիկլը նույնպես կընտրվի հորատման համար: 3. G83 (խորը անցքի ցիկլը) սովորաբար օգտագործվում է խորը անցքերի մշակման համար:
Երբ մեքենան հագեցած է spindle-ի կենտրոնական սառեցմամբ (ջրի ելք)
Երբ գործիքը նաև աջակցում է կենտրոնական սառեցմանը (ջրի ելք)
Փոսերը մշակելու համար G81 ընտրելը լավագույն ընտրությունն է
Բարձր ճնշման հովացուցիչ նյութը ոչ միայն կհեռացնի հորատման ընթացքում առաջացած ջերմությունը, այլև ավելի ժամանակին կյուղի կտրող եզրը: Բարձր ճնշումը նաև ուղղակիորեն կկոտրի հորատման չիպերը: Ստեղծված փոքր չիպսերը նույնպես ժամանակին կթափվեն անցքից բարձր ճնշման ջրի հոսքի հետ՝ խուսափելով գործիքի մաշվածությունից և վերամշակված անցքի որակական դեգրադացիայից՝ առաջացած երկրորդական կտրվածքից: Քանի որ սառեցման, քսելու և չիպերի հեռացման խնդիր չկա, դա հորատման երեք ցիկլերի մեջ ամենաանվտանգ և արդյունավետ լուծումն է:
Xinfa CNC գործիքներն ունեն լավ որակի և ցածր գնի բնութագրեր: Մանրամասների համար այցելեք՝CNC Tools Manufacturers - China CNC Tools Factory & Suppliers (xinfatools.com)
Մշակման նյութը դժվար է կոտրել չիպսերը, բայց աշխատանքային այլ պայմանները լավ են
Երբ չկա spindle-ի կենտրոնական սառեցում (ջրի ելք)
G73-ի օգտագործումը լավ ընտրություն է
Այս ցիկլը կհասնի չիպի կոտրման կարճ դադարի կամ ետ քաշման փոքր հեռավորության միջոցով, սակայն գայլիկոնը պետք է ունենա չիպերի հեռացման լավ կարողություն: Չիպերի ավելի հարթ ակոսը թույլ կտա չիպերն ավելի արագ լիցքաթափվել, որպեսզի խուսափեն հաջորդ հորատման չիպերի հետ խճճվելուց, դրանով իսկ ոչնչացնելով անցքի որակը: Սեղմված օդի օգտագործումը որպես չիպերի հեռացման օժանդակ միջոց նույնպես լավ ընտրություն է:
Եթե աշխատանքային պայմաններն անկայուն են
G83-ի օգտագործումն ամենաապահով ընտրությունն է
Խորը անցքի մշակումը կհանգեցնի հորատանցքի կտրող եզրի չափազանց արագ մաշմանը, քանի որ այն չի կարող ժամանակին սառչել և յուղվել: Խորության պատճառով անցքի չիպերը նույնպես դժվար կլինի ժամանակին լիցքաթափվել: Եթե չիպերի ակոսում գտնվող չիպերը արգելափակում են հովացուցիչը, դա ոչ միայն զգալիորեն կնվազեցնի գործիքի կյանքը, այլ նաև չիպսերը կկոպիտ դարձնեն մշակված անցքի ներքին պատը երկրորդական կտրման պատճառով՝ հետագայում առաջացնելով արատավոր շրջան:
Եթե գործիքը փոքր հեռավորության վրա հորատելուց հետո բարձրացվում է մինչև -R, ապա այն կարող է ավելի հարմար լինել անցքի հատակին մոտ մշակելիս, բայց անցքի առաջին կեսը մշակելու համար շատ ժամանակ կպահանջվի: որը առաջացնում է անհարկի թափոններ։
Կա՞ ավելի օպտիմիզացված մեթոդ:
Ահա G83 խորը անցքի ցիկլը օգտագործելու երկու եղանակ
1: G83 X_ Y_ Z_ R_ Q_ F_
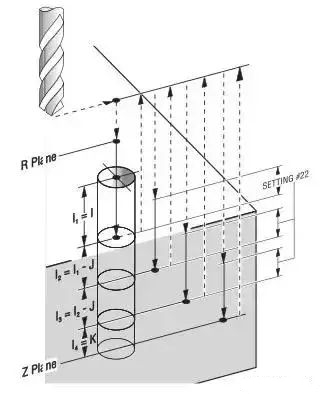
2: G83 X_ Y_ Z_ I_ J_ K_ R_ F_
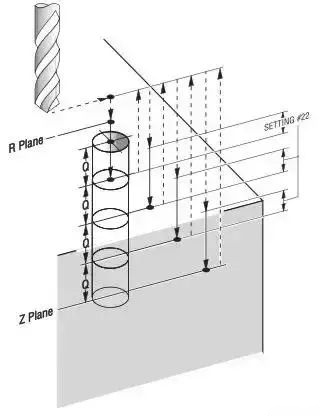
Առաջին մեթոդում Q արժեքը հաստատուն արժեք է, ինչը նշանակում է, որ անցքի վերևից մինչև ներքև յուրաքանչյուր անգամ մշակման համար օգտագործվում է նույն խորությունը։ Մշակման անվտանգության անհրաժեշտությունից ելնելով, սովորաբար ընտրվում է ամենափոքր արժեքը, ինչը նաև նշանակում է մետաղի հեռացման նվազագույն արագություն, և մշակման մեծ ժամանակ անտեսանելիորեն վատնում է:
Երկրորդ մեթոդում յուրաքանչյուր կտրվածքի խորությունը ներկայացված է համապատասխանաբար I, J և K-ով.
Երբ անցքի վերին մասում աշխատանքային վիճակը լավ է, մենք կարող ենք ավելի մեծ արժեք սահմանել մշակման արդյունավետությունը բարելավելու համար.
Երբ մշակման անցքի մեջտեղում աշխատանքային վիճակը միջին է, մենք օգտագործում ենք աստիճանաբար իջեցված J արժեք՝ անվտանգությունն ու արդյունավետությունն ապահովելու համար. երբ մշակման անցքի ներքևի մասում աշխատանքային վիճակը վատ է, մենք սահմանում ենք K արժեքը՝ մշակման անվտանգությունն ապահովելու համար:
Փաստացի օգտագործման դեպքում երկրորդ մեթոդը կարող է բարձրացնել ձեր հորատման արդյունավետությունը 50%-ով և արժեքը զրո:
Հրապարակման ժամանակը` Հուլիս-22-2024


