Եռակցման ճաքերը՝ որպես եռակցման թերությունների ամենավնասակար դաս, որոնք լրջորեն ազդում են եռակցված կառույցների աշխատանքի և անվտանգության և հուսալիության վրա: Այսօր մենք ձեզ կտանենք ճաքերի տեսակներից մեկը՝ լամինացված ճաքերը:
01
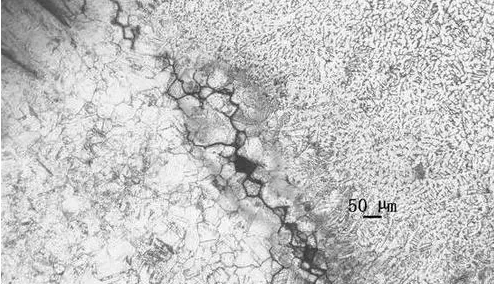
Ոչ մետաղական ներդիրները, գլանման գործընթացում պողպատե թիթեղները կլինեն որոշ ոչ մետաղական ներդիրներ պողպատի ներսում և այլն (օրինակ՝ սուլֆիդներ, սիլիկատներ), որոնք գլորվել են գլանման ուղղությանը զուգահեռ ժապավենի մեջ, ինչը հանգեցնում է մեխանիկական հատկությունների փոփոխականությանը։ պողպատ, ներդիրները եռակցված կառույցներ են, որոնք առաջացնում են պոտենցիալ գործոնների շերտավոր պատռում, բայց նաև շերտավոր պատռվածքի արտադրության հիմնական պատճառը:
02
Սահմանափակման լարվածությունը, եռակցման ջերմային ցիկլի պատճառով, եռակցված հոդերը կհայտնվեն սահմանափակող ուժ, տրված գլանվածքով հաստ թիթեղային T- ձևավորված և խաչաձև հոդերի դեպքում, եռակցման պարամետրերում նույն պայմանների պայմաններում առկա է սահմանափակման կրիտիկական լարվածություն կամ ճկում: սահմանափակման ուժը, երբ այս արժեքից ավելին հակված է շերտավոր պատռելու:
03
Ջրածնի դիֆուզիոն, ջրածինը ճեղքման խթանիչ է, որը պայմանավորված է ջրածնի դիֆուզիայից և միավորվում է մոլեկուլի մեջ այնպես, որ տեղական սթրեսը կտրուկ մեծանում է, երբ ջրածինը հավաքվում է ներդիրներում ոչ մետաղական ներդիրների և մետաղի կորստի խթանման վերջում։ կպչունության, և կքաշվի մետաղի հարևան ներդիրներից, ջրածնի կոտրվածքի բնութագրերի կոտրվածքում:
04
Հիմնական նյութի հատկությունները, թեև ներդիրները շերտավոր պատռման հիմնական պատճառն են, բայց մետաղի մեխանիկական հատկությունները նույնպես շատ կարևոր ազդեցություն ունեն շերտավոր պատռման վրա: Մետաղի վատ պլաստմասսայական ամրությունը, այնքան ավելի հավանական է ճեղքման ընդլայնումը, այսինքն՝ թույլ դիմադրություն շերտավոր պատռվածքին:
Թարգմանված է www.DeepL.com/Translator-ով (անվճար տարբերակ)

Xinfa եռակցման սարքավորումն ունի բարձր որակի և ցածր գնի բնութագրեր: Մանրամասների համար այցելեք՝Welding & Cutting Manufacturers – China Welding & Cutting Factory & Suppliers (xinfatools.com)
Շերտավոր ճաքերի առաջացումը կանխելու համար նախագծման և շինարարության գործընթացում գլխավորը Z-ուղղված սթրեսից և լարվածության կենտրոնացումից խուսափելն է, հատուկ միջոցառումները հետևյալն են.
1. Բարելավել հոդերի դիզայնը` նվազեցնելու սահմանափակ լարվածությունը: Հատուկ միջոցներ, ինչպիսիք են՝ կհանգեցնեն աղեղի ափսեի վերջի երկարացմանը որոշակի երկարությամբ, կկանխեն ճաքերը. փոխեք եռակցման դասավորությունը՝ եռակցման կծկման լարվածության ուղղությունը փոխելու համար, ուղղահայաց աղեղային թիթեղը դեպի հորիզոնական աղեղային թիթեղ, փոխեք եռակցման դիրքը, որպեսզի գլորված շերտին զուգահեռ ուժի ընդհանուր ուղղության միացումը կարող է մեծապես բարելավել։ հակալամինար պատռման կատարումը.
2. Ընդունել համապատասխան եռակցման մեթոդ, ցածր ջրածնի եռակցման մեթոդի օգտագործումը բարենպաստ է, ինչպիսիք են գազի պաշտպանված եռակցումը, սուզվող աղեղային եռակցման սառը ճեղքի միտումը փոքր է, նպաստում է հակա-լամինար պատռման կատարումը բարելավելու համար:
3. Ցածր ամրության համապատասխան եռակցման նյութերի օգտագործումը, եռակցման մետաղը ունի ցածր ելքի կետ, բարձր ճկունություն, հեշտ դարձնելու լարվածությունը կենտրոնանում է եռակցման մեջ և նվազեցնում է հիմնական նյութի լարվածության ջերմային ազդեցության գոտին, կարող է բարելավել կատարումը: հակալամինար պատռվածք.
4. Եռակցման տեխնոլոգիայի կիրառման ժամանակ մակերեսային մակերեսային մեկուսացման շերտի օգտագործումը; սիմետրիկ եռակցում, այնպես, որ լարվածության բաշխումը հավասարակշռված է, նվազեցնելով լարվածության կոնցենտրացիան:
5. Սառը ճաքերի հետևանքով առաջացած շերտավոր պատռումը կանխելու համար մենք պետք է ամեն ինչ փորձենք ձեռնարկել որոշ միջոցներ սառը ճաքը կանխելու համար, ինչպես օրինակ՝ բարելավելով նախատաքացումը և միջշերտային ջերմաստիճանի վերահսկումը և այլն: Բացի այդ, մենք կարող ենք նաև ընդունել սթրեսից ազատվելու մեթոդները: ինչպիսին է միջանկյալ կռումը:
6. Մենք կարող ենք նաև վերահսկել եռակցման չափը, օգտագործելով փոքր եռակցման ոտքերը, բազմաալիքային եռակցման գործընթացը:
Թարգմանված է www.DeepL.com/Translator-ով (անվճար տարբերակ)
Հրապարակման ժամանակը՝ օգոստոսի 24-2023


